设备要有好的运行性能,其关键点是设备的安装调试。即要调整好两条导轨的水平,使其固定可靠,这样才能保证印刷开槽机运行的稳定,减小震动。
对进纸部而言,首先要根据纸板的尺寸来调整前挡板,侧挡板,后挡板及推纸板。前挡板的调整主要是依瓦楞纸板的楞型确定,方法是:拿纸板来试一下,保证只能过去一张而不能过去两张即可;侧挡板的调整根据纸板的长度来进行调整。
只需要保证将左右侧挡板的间距调整到使纸板正好放入其中即可;后挡板根据纸板的宽度进行调整:把后挡板移到工作台上的标尺值上即可:推纸板的调整:只需把推纸板前端移到滑动导轨的标尺值上,然后再根据纸板的厚度来调整送纸胶辊的间隙,在保证纸板不被压瘪的情况下,尽可能增加它的摩擦力,这样可以保证它的送纸精度。
另外,可根据纸板的翘曲度调节吸附风量,如果纸板强度不高而工作台上的纸板又太多则风量不要太大,否则会因为摩擦力太大而把纸板推碎,出现纸板堵塞现象。这是踢纸送纸方式的弱点造成的,在这种情况下应尽量把翘曲的纸板挑出来分批次印刷。
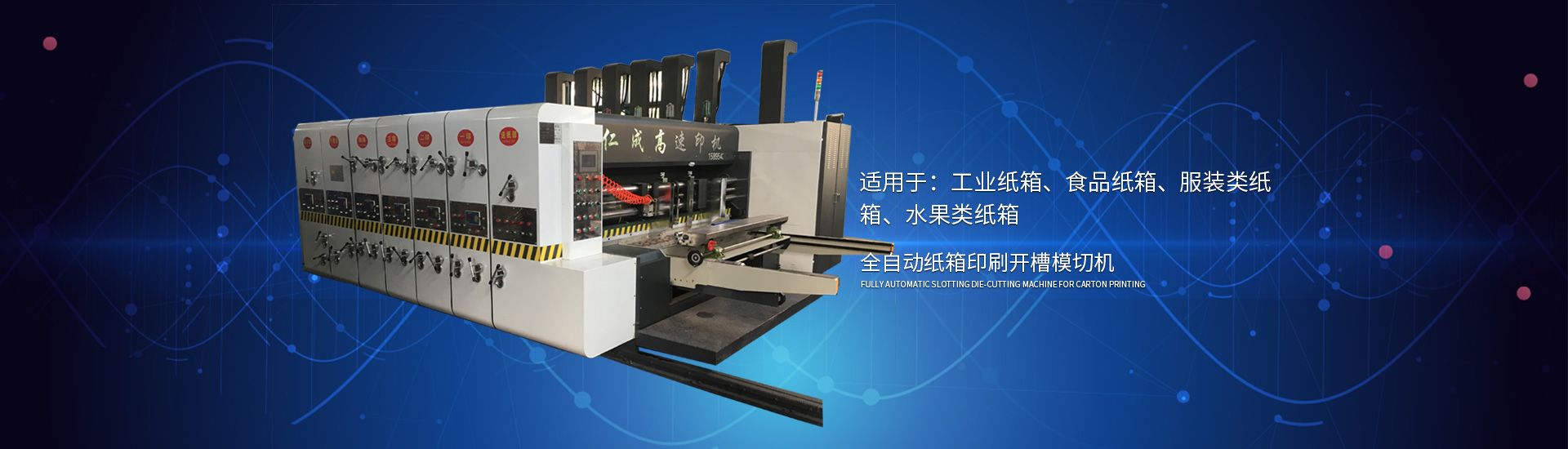
要印刷出精美的纸板来,印刷部的调整是非常关键的,不仅印刷设备要有好的套印精度,还需要有印刷工人的配合。
对于印刷部,其印刷效果及精度主要反映在匀墨辊与网纹辊,网纹辊与印版,印版与印刷底辊以及送纸轮与底辊的间隙调整上。首先,匀墨辊与网纹辊的调整。匀墨辊与网纹辊靠紧时只需要保证网纹辊上的墨量均匀即可,不能使压力过大,这是因为匀墨胶辊有中鼓,如果压力过大,匀墨胶辊就会发生变形,这时中间及两端的墨量也会随之变少,而其它表面的墨量则变得较大;其次。
网纹辊与印刷版的间隙调整。要保证网纹辊与印刷版压力均匀。不宜太大。如果压力太大。印刷版易变形且印刷版周边易发毛而污染纸板,还会辗长印刷版面,特别在套印网线版时会造成困难。本公司产品在停机和停止送料时,网纹辊会自动抬起,目的是防止停机时因网纹辊不能抬起而磨坏印版,杜绝油墨顺版流下的现象,确保停机时虽然网纹辊低速运转但油墨不会干结于网纹辊表面而造成其无法传递油墨的现象。
印版与印刷底辊的压力同样要均匀且不宜太大,否则会产生糊版现象;三,送纸轮与底辊的压力调整。确保能够压到纸板且保证纸板的传递与衔接,若多色印刷组的送纸轮压在纸板的同一位置上,应尽量使送纸轮的压力依次加大,或送纸轮依次错开,只有这样才能保证印刷套印的精度。
此外,油墨的浓度不宜太浓,否则容易糊版。考虑到色序问题,如果两种颜色叠印,应尽量使两印刷机组距离远一些,这样可以增加前一色的干燥时间。以免两色叠印污染纸板。